Multi Jet Fusion (MJF) — это процесс 3D-печати для быстрого создания прототипов и готовых деталей. В этой статье объясняется, как работает MJF и основные преимущества технологии.
Что такое 3D-печать Multi Jet Fusion (MJF)?
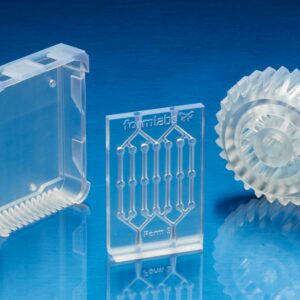
Multi Jet Fusion (MJF) — это процесс 3D-печати, который позволяет быстро производить точные и детализированные сложные изделия из порошковых термопластов.
Поскольку услуги 3D-печати MJF позволяют постоянно и быстро изготавливать изделия с высокой прочностью на растяжение, детальным разрешением мелких элементов и четко определенными механическими свойствами, они быстро стали популярным решением для аддитивного производства для промышленных приложений. Технология обычно используется для изготовления функциональных прототипов и деталей для конечного использования, деталей, требующих стабильных изотропных механических свойств, а также сложных геометрических форм.

Как разрабатывался MJF?
Впервые представленный на рынке в 2016 году, MJF был разработан компанией HP Additive на основе опыта компании в области технологий струйной печати и точной механики.
В 1990-х годах аддитивное производство (АП) начало переход от использования исключительно для исследований и разработок. Реальные, промышленные применения в производстве были в поле зрения. Однако скорость быстро стала ключевым препятствием в этом переходе. По сравнению, например, с литьем под давлением или штамповкой металлов, большинству 3D-принтеров требовалось много времени для изготовления деталей.
Один из подходов, который использовали первые пользователи технологии 3D-печати для ускорения производства, заключался в использовании «ферм» или массивов из нескольких машин. Идея заключалась в том, чтобы печатать в больших количествах с дополнительной мощностью станка. HP выбрала более интегрированный подход, ориентированный на автоматизацию.
В своем глобальном центре аддитивного производства в Барселоне компания HP разработала систему, которая слой за слоем создает детали в большом количестве порошкового материала с дополнительным оборудованием для беспрепятственной последующей обработки. Подобно селективному лазерному спеканию (SLS) и другим технологиям плавления в порошковом слое, эта система превратилась в современную технологию MJF.
Как работает Multi Jet Fusion?
Используя струйную матрицу, MJF наносит плавящие и детализирующие агенты на слой порошкового материала, а затем сплавляет их в сплошной слой. Принтер распределяет больше порошка поверх кровати, и процесс повторяется слой за слоем. Вот шаг за шагом, как MJF строит детали:
- Подвижная сборочная единица помещается в принтер.
- Каретка устройства для повторного нанесения покрытия перемещается по зоне сборки, нанося тонкий слой порошкового материала.
- Каретка для печати и закрепления перемещается по рабочей области, предварительно нагревая порошок до определенной температуры, чтобы обеспечить консистенцию материала.
- Массив струйных сопел наплавляет агенты на слой порошка в областях, которые соответствуют геометрии и свойствам детали.
- После того, как каждый слой закончен, сборочная единица убирается, чтобы освободить место для следующего слоя материала, который будет нанесен.
- Этот процесс повторяется до тех пор, пока сборка не будет завершена.
Когда процесс печати завершается, сборочная единица содержит напечатанную деталь и нерасплавленный порошок. Вы используете отдельную станцию обработки, прикрепленную к подвижной сборочной единице, для охлаждения и распаковки детали, а также для извлечения излишков порошка для последующего использования. Бисероструйная обработка помогает удалить остатки порошка и позволяет перейти к более косметическим этапам.
Какие материалы использует MJF?
В общем, вы можете разделить материалы, используемые для MJF, на жесткие пластмассы и гибкие пластмассы. К жестким пластикам относятся нейлон PA11, нейлон PA12 и полипропилен, а к гибким пластикам относится Estane 3D TPU M95A. Система HP ориентирована в основном на полиамидные материалы, разработанные HP и ее партнерами.
Как работает постобработка MJF?
Подобно другим производственным процессам, требуется дополнительная обработка, прежде чем деталь будет готова для прототипирования или конечного применения. Однако постобработка с MJF относительно легкая по сравнению с другими технологиями.
Когда вы заканчиваете задание на печать, у вас остается сборочная единица, заполненная трехмерным слоем нерасплавленного порошка, а деталь находится внутри. Вот основные этапы постобработки MJF:
- Охлаждение: это происходит внутри сборочной единицы, хотя HP предлагает модульные блоки для естественного охлаждения, поэтому сборочную единицу можно использовать для новой печати, не дожидаясь, пока порошок и деталь остынут.
- Извлечение нерасплавленного порошка: после того, как блок сборки остынет, переместите его на станцию обработки и соберите нерасплавленный порошок в контейнер для последующего использования.
- Дробеструйная очистка: удалите остатки порошка с помощью дробеструйной, воздушной или водной струйной обработки. Вы можете сделать это вручную или автоматически, используя барабан, ультразвуковой очиститель или виброотделочную машину.
После удаления всего остаточного порошкового материала, возможно, придется пройти дополнительную обработку. Это зависит от деталим. Например, рассмотрим постобработку, необходимую для процессов литья. Возможно, вам потребуется выполнить дополнительную обработку таких элементов, как сопрягаемые поверхности, отверстия, допуски, превышающие возможности MJF, и внутреннюю резьбу. Кроме того, для выполнения конкретных технических требований может потребоваться ручная шлифовка детали.
Каковы преимущества MJF?
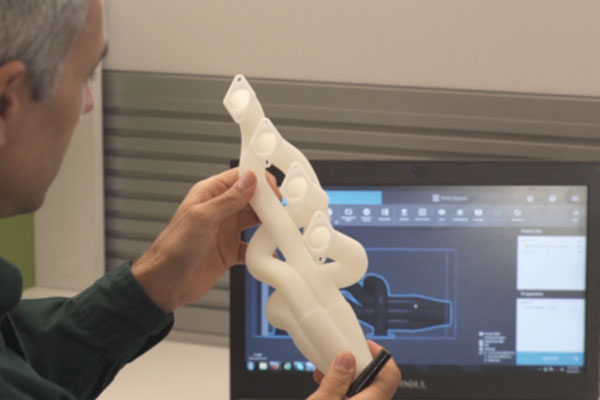
Если вы хотите создавать функциональные прототипы и относительно небольшие производственные партии деталей для конечного использования, то MJF должен стать вашим идеальным решением. MJF отлично подходит для сборки гораздо более прочных деталей, чем те, которые может производить SLS. Детали, изготовленные из MJF, имеют максимальную прочность на растяжение XY и Z 48 МПа/6960 фунтов на кв. дюйм по методу ASTM D638.
Кроме того, MJF действительно хорошо обеспечивает механические свойства во всех направлениях геометрии вашей детали. Поэтому, если вы изготавливаете детали сложной, многогранной конструкции, которые также имеют более мелкие элементы, которые должны быть прочными, то MJF — наиболее подходящий вариант.
MJF производит функциональные детали для конечного использования, не требуя большого объема постобработки. По сравнению с другими технологиями, она быстрее и предлагает более надежную автоматизацию, что означает гораздо более короткие сроки и высококачественные поверхности с минимальным вмешательством человека. Чтобы добиться своей скорости, MJF последовательно сканирует поверхность детали, которую он печатает, при каждом проходе, даже если вы используете его для печати нескольких деталей одновременно. Это обеспечивает более высокую скорость сборки по сравнению с другими технологиями, даже с большим количеством деталей.
[html_block id=»14790″]
[html_block id=»14767″]